Standard Seal Range
> Water Pump Seals
> Rubber Bellow Seals
> Diaphragm Seals
> Multi-Spring Seals
> Wave-Spring Seals
> External Seals
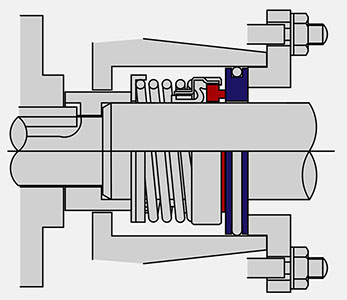
> Metal Bellow Seals
> Parallel Spring Seals
> Conical Spring Seals
> Stationaries
Seals by Brand
> Common Brands
> Other Brands
> ALBIN
> AQUAPLUS
> AUSSIE
> BIANCO
> CALPEDA
> CNP
> CORNELL
> CSF INOX
> DAB
> DAVEY
> DONJOY
> EBSRAY
> FLOMAX
> FORRERS
> FYBROC
> GAAM
> GODWIN
> GOULDS
> HAIGH
> HILGE
> HONDA
> INDENG
> JABSCO
> JAVELIN
> JEC
> MASOSINE
> NASH
> ONGA
> PIONEER
> REGENT
> ROBUSCHI
> SAER
> SEEPEX
> SELWOOD
> SHERWOOD
> SIHI
> SPECK
> STALKER
> STANDART
> SYKES
> TSURUMI
> VARISCO
> VIKING
> WANGEN
> WAUKESHA
> ZENIT
Seals by Type
> Pump Type
Seal Refurbishment Services
Elastomer Chemical Compatibility
Seal Face Chemical Compatibility
SEAL FACE MATERIALS
The seal faces form the primary seal in a mechanical seal. In a basic component seal, one seal face will be mounted onto and rotating with the shaft, the will be mounted into and stationary with the gland. The seal faces must allow for rotation as well as other motions experienced in the pump.
Since all equipment has some small amount of misalignment, run-outs and clearances, the seal faces must be capable of both axial and radial motions to maintain an effective lubricating fluid film.
The comparison table below make it clear that each seal face material has its own set of strength and weaknesses. It is not possible to declare one material superior in all applications. It is however possible to compare the strengths and weaknesses of each material type that can guide in its use.
Abbreviation:
Face Material:
Density:
Hardness:
Modulus:
Transverse:
CAB
Carbon
Resin Impreg.
1.8 g/cc
95 shore
3.5 x 106 psi
11,500 psi
A1.CAB
Carbon
Antimony Impreg.
2.4 g/cc
90 shore
3.6 x 106 psi
12,500 psi
CER
Ceramic
Alumina Oxide
3.89 g/cc
~1800 vickers
55 x 106 psi
47,000 psi
SiC
Silicon Carbide
Reaction Bonded
3.08 g/cc
2400 vickers
50 x 106 psi
40,000 psi
S.SiC
Silicon Carbide
Self Sintered
3.1 g/cc
3,000 vickers
88 x 106 psi
65,500 psi
TC
Tungsten Carbide
Nickel Bound
1.8 g/cc
95 shore
3.5 x 106 psi
11,500 psi
ratings should be interpreted as: ★★★★ = excellent ★★★ = good ★★ = fair ★ = poor
General Duty:
Dry Running:
Abrasive Service:
Blister Resist:
Chemical Resist:
Impact Resist:
Temp. Shock Resist:
★★★★
★★★
★
★★
★★★
★★★
★★★★
★★
★
★
★★★★
★★
★★★★
★★★★
★★
★★★
★★
★★
★★★★
★★
★
★★★★
★★
★★★★
★★★★
★★
★★
★★★★
★★★★
★★★
★★★★
★★★★
★★★★
★★
★★★★
★★★
★
★★★★
★★
★★
★★★★
★★★
CHEMICAL COMPATIBILITY
ratings are for general categories of chemicals, specific application compatibility must be confirmed
Hydrocarbons:
Oils:
Acids:
Bases:
Overall Chem. Res.:
★★
★★★
★★★
★★★
★★★
★★★★
★★★
★
★
★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★
★
★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★
★★★
★★★
CARBON
One of the most abundant elements on earth, carbon is an inert, stable material that can be self-lubricating.
MANUFACTURING PROCESS
Mechanical carbons used in seal faces are a mixture of amorphous carbon and graphite. The percentages of each help determine the physical properties on the final grade of carbon. They are manufactured by blending together types of amorphous carbon (i.e., lampblack, charcoal, or coke) and carbon graphite with a carbonaceous binder (i.e., pitch or resins). The mixture is then pressured into shapes and heated in an inert environment. At a high temperature, most of the binder decomposes into carbon while a small amount volatises and leaves the part. This leaves the carbon porous and soft.
The carbon is then placed into a vacuum chamber to remove any air from the porous carbon. While under a vacuum, the carbon is immersed into liquid impregnant. The vessel is then pressurised to drive the impregnant into the carbon. This effectively fills the pores of the carbon making it impermeable and greatly increasing the strength of the final material. The most common impregnant for mechanical seal faces are thermoset resins and antimony metal.
RESIN IMPREGNATED CARBON
As the name implies, resin impregnated carbon is a mixture of amorphous carbon / graphite that has been impregnated with a thermoset resin. This is by far the most common type of carbon for mechanical seals used in industry today. Most resin impregnated carbons are capable of operating in a wide range of chemicals from strong bases to strong acids. They possess good frictional properties and an adequate modulus to help control pressure distortions.
ANTIMONY IMPREGNATED CARBON
Metallised carbons are available in a variety of metal impregnants and of these, antimony has proven to be the most successful in seal applications for two reasons.
Firstly, the addition of a metal impregnant increases the strength and modulus of the material. This is beneficial for high pressure applications when a stronger and stiffer material is needed. Secondly, antimony impregnated carbons are more resistant to blistering in high viscosity fluids or light hydrocarbons. This has made it the standard grade for many refinery applications.
CERAMIC
Ceramics can be defined as nonmetallic, nonorganic materials that usually require high temperature processing. The most widely used oxide ceramic is alumina oxide or alumina.
OVERVIEW
Alumina is a white or ivory colour ceramic that can be produced by direct sintering. This results in a dense homogenous material. It shares many of the favourable attributed of other ceramics such as high hardness, high strength and high stiffness. It also has excellent dielectric properties. It is commonly used for electrical insulator, wear resistant components, grinding media, and high temperature components.
In high purities, alumina has excellent chemical resistance to most process fluids other than some strong acids. This led to its widespread use in many mechanical seal applications. Alumina does have one weakness that has restricted its use in seals; it can fracture easily if thermally shocked. Thermal shock may result from rapid heating in the process fluid or from dry-running operation. Even with this concern, it continues to be used where thermal shock is not considered an issue.
SILICON
CARBIDE
In the simplest sense, silicon carbide (SiC) consists of one atom of silicon bonded to one atom of carbon. This results in a tenacious bond that is extremely stable over a wide range of temperatures and chemical environments. It also has other desirable properties such as a high hardness and a high modulus.
MANUFACTURING PROCESS
Silicon carbide almost never exists in nature, and is unfortunately a material that is difficult to manufacture in shapes suitable for component design. For many years, a reaction bonding process has been used to manufacture components. More recently, sintering processes have been used.
The vast majority of SiC material is solid material free from any significant pores, voids or imperfections. This results in seal faces that are lapped very flat and smooth. Under certain conditions, faces that are too flat or too smooth can prevent fluid from migrating across the seal faces, which can prevent proper lubrication of the seal faces.
REACTION BONDED SILICON CARBIDE
Reaction bonded silicon carbide (RBSiC), as its name implies, is a material formed by bonding SiC particles to each other in a reaction process. SiC particles and carbon are mixed together with a binding agent and pressed into the desired shape. This green state material is placed into a furnace with an inert atmosphere and exposed to molten silicon metal. The silicon metal wicks its way throughout the material reacting with the free carbon to form additional SiC. The reaction literally bonds the original SiC particles together by forming additional SiC material that acts as a "glue."
While the silicon metal does not significantly affect most of the physical and thermal properties of the material, it does limit the chemical resistance of the material. Anything that can chemically attack elemental silicon can attack the interconnected passages of silicon in RBSiC. This can weaken the material and case seal failures. The most common chemical that will attack RBSiC are caustics (and other high pH chemicals) and strong acids. RBSiC should not be used with these applications.
SELF-SINTERED SILICON CARBIDE
Researchers discovered that it was possible to sinter SiC particles directly together using non-oxide sintering aids (such as C, B, or Al) in an inert environment at temperatures over 2000°C. The resulting material consists entirely of SiC with a very small volume of unconnected voids. Due to the lack of a secondary material (such as silicon), the direct sintered material is chemically resistant to almost any fluid and process condition likely to be seen in a centrifugal pump.
TUNGSTEN
CARBIDE
Tungsten Carbide (WC) is a carbide ceramic that is used in many products requiring high hardness and toughness.
MANUFACTURING PROCESS
WC shares many of the same difficulties in manufacturing shapes with other ceramics. WC is ready available in powder form but must be processed into a final shapes. Tungsten carbides are most often manufactured as cemented carbides. As a cemented carbide there is no attempt to bond WC to itself. Rather a secondary metal is added to bind or cement the WC particles together. This results in a material that has the combined properties of both the WC and the metal binder. This has been used to an advantage by providing greater toughness and impact strength than possible with WC along. One of the primary weaknesses of cemented WC is its high density.
COBALT-BOUND TUNGSTEN CARBIDE
Cobalt-bound tungsten carbide (Co-WC) proved to be successful earlier on, however as the mechanical seal developed over the years, cobalt did not exhibit the range of chemical compatibilities required by industry and was gradually replaced by nickel-bound tungsten carbide (Ni-WC). applications.
NICKEL-BOUND TUNGSTEN CARBIDE
Current NI-WC grades range from 6 to 10 percent free nickel. Ni-WC is still widely used as a seal face material especially where its high strength and high toughness properties are beneficial. It has good chemical compatibility generally limited by the free nickel.
SEAL FACE COMBINATIONS
It is important to know when selecting seal faces, that materials should be considered in pairs, rather than its individual properties.
Some of the more popular combinations are outlined below:
CAB/CER
Due to it's inexpensive price cost, CAB/CER materials is the most commonly specified face combination.
Suitable for use in general applications without the presence of abrasive particles
CAB/SiC
CAB/SiC Is the ideal combination in both price and performance, assuming all other sealing characteristics are theoretically perfect.
This is because CAB is a soft, self-lubricating, self-compensating material, especially when run against a hard face, such as SiC
SiC/SiC
Hard face combinations such as SiC/SiC is specified where the pumped media contains damaging, abrasive or aggressive particles / chemicals
that may otherwise damage a CAB soft face. The SiC/SiC face combination will often "grind" down these particles.
The trade-off however is they generate much more friction and therefore heat, so if often used in "flushed" or "quenched" environments.
TC
Another hard face alternative that is sometimes specified for use against certain acidic or caustic bases where otherwise SiC may be weak.
It is however prone to leaching if specified incorrectly
Stainless Steel (S.S)
Is sometimes specified for use in ultra-hygienic applications, where the pumped media cannot tolerate cross-contamination of a failed seal face.
Stainless Steel does not shatter under extreme conditions and can be lapped to the same smoothness as other materials.
Information courtesy of Huebner, Michael (2005). Material Selection For Mechanical Seals. Texas A&M University. Turbomachinery Laboratories.

