Standard Seal Range
> Water Pump Seals
> Rubber Bellow Seals
> Diaphragm Seals
> Multi-Spring Seals
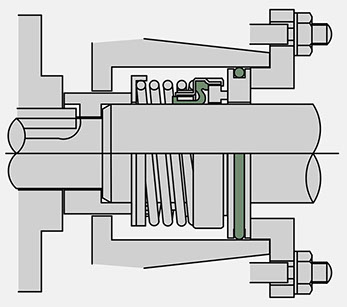
> Wave-Spring Seals
> External Seals
> Metal Bellow Seals
> Parallel Spring Seals
> Conical Spring Seals
> Stationaries
Seals by Brand
> Common Brands
> Other Brands
> ALBIN
> AQUAPLUS
> AUSSIE
> BIANCO
> CALPEDA
> CNP
> CORNELL
> CSF INOX
> DAB
> DAVEY
> DONJOY
> EBSRAY
> FLOMAX
> FORRERS
> FYBROC
> GAAM
> GODWIN
> GOULDS
> HAIGH
> HILGE
> HONDA
> INDENG
> JABSCO
> JAVELIN
> JEC
> MASOSINE
> NASH
> ONGA
> PIONEER
> REGENT
> ROBUSCHI
> SAER
> SEEPEX
> SELWOOD
> SHERWOOD
> SIHI
> SPECK
> STALKER
> STANDART
> SYKES
> TSURUMI
> VARISCO
> VIKING
> WANGEN
> WAUKESHA
> ZENIT
Seals by Type
> Pump Type
Seal Refurbishment Services
Elastomer Chemical Compatibility
Seal Face Chemical Compatibility
SEAL ELASTOMER MATERIALS
In a typical component seal, the elastomer or rubber elements form the secondary seal. They are defined as any sealing element that prevents leakage of the process fluid under pressure. These compounds can be elongated or compressed significantly without permanent deformation.
While there is a wide array of options for elastomeric materials, a few standard compounds have found wide use. Within a given general category of elastomers, the properties are dramatically different based on the specific formulation, additives, and curing process.
The comparison table below make it clear that each elastomer has its own set of strength and weaknesses. It is not possible to declare one elastomer superior in all applications. It is however possible to compare the strengths and weaknesses of each material type that can guide in its use.
COMPARISON OF INDIVIDUAL PROPERTIES
Elastomer:
Trade Name:
Abbreviation:
Chemical Name:
Temp. Range:
Hardness:
Compression Set:
Elongation @ Break:
Tensile Strength:
100% Modulus:
N
Nitrile
NBR / Buna-N
acrylonitrile
butadiene
-30°C — 150°C
70 shore A
13%
329%
15.7 MPa
4.3 MPa
V
Viton
FKM
fluorocarbon
elastomer
-20°C — 200°C
77 shore A
18%
211%
15.2 MPa
6.6 MPa
EP
EPDM
EPDM
ethylene propylene
diene monomer
-55°C — 150°C
68 shore A
15%
210%
11.5 MPa
3.1 MPa
PTFE
Teflon
PTFE
polytetrafluoro-
ethylene
-200°C — 260°C
55 shore D
-
350%
25.0 MPa
-
K
Kalrez®
FFKM
perfluoro-
elastomer
-30°C — 260°C
75 shore A
18%
170%
16.5 MPa
7.0 MPa
A
Aflas®
TFE / P
tetrafluoroethylene-
and propylene
-30°C — 204°C
77 shore A
42%
211%
14.5 MPa
-
ratings should be interpreted as: ★★★★ = excellent ★★★ = good ★★ = fair ★ = poor
Custom Moulding:
Abrasion Resist:
Tear Resist:
Price:
★★★★
★★★★
★★★★
$
★★★★
★★★
★★★
$$
★★★★
★★
★★★
$$
★★
★
★★★
$$$
★★
★★★
★★★
$$$$
★★
★★★
★★★
$$$$
CHEMICAL COMPATIBILITY
Light Hydrocarbons:
Oils:
Acids:
Bases:
Hot Water:
Ozone:
Chemical Resist:
★★★★
★★★★
★★
★★
★★
★
★★
★★★★
★★★★
★★★
★★★
★★★
★★★★
★★★★
★
★
★★★
★★★
★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
★★★★
DETAILED INFORMATION
NITRILE
Nitrile (also called Buna-N) is a copolymer of acrylonitrile and butadiene. By varying the percentage of each from 18% to 50%, this compound exhibits a wide range of chemical resistance and physical properties. There are tradeoffs though. For example, increasing the acrylonitrile fraction improves hydrocarbon compatibility but reduces low temperature performance.
Nitrile is the most commonly used elastomer for o-rings across all industries. Nitrile has excellent resistance to most petroleum products such as hydraulic fluids, fats, animal and vegetable oils, flame retardant liquids, grease, water and air. On physical properties, it offers good compression set performance as well as good tear and abrasion resistance.
Nitrile is not recommended for applications where it is exposed to ozone, sunlight or external weather conditions. It should also not be used in ketones, esters (including hydraulic oils); and chlorinated hydrocarbons.
VITON
Viton (also called FKM) is a fluorocarbon elastomer which is a copolymer of vinylidene and hexafluoropropylene. Fluoroelastomers are highly fluorinated compounds. Since the carbon-fluorine bond is so tenacious, higher fluorine content relates to better chemical compatibility. Fluorine content can range from 64% to 70%. In addition to the fluorine content, other factors such as curing process have a large effect on the physical properties, operating temperature, and chemical resistance of the compound.
FKMs is generally considered the best selection for hydrocarbon services especially at higher temperatures. FKMs are also used widely in lubricants, halogenated hydrocarbons, silicone-based fluids, water, and acids. They have good compression set characteristics and are resistant to ozone and sunlight degradation. FKMs are not recommended for ketones, amines, and low molecular weight ethers, esters, hot water, or steam. They are also not generally recommended for temperatures below -26°C.
EPDM
EPDM is a terpolymer of ethylene, propylene and diene. It is usually either sulphur or peroxide cured, with peroxide curing more expensive but resistant to more applications including heat, water, steam, alcohols, ketones, engine coolants, alkali, mild organic and inorganic acids and bases, oxygenated solvents, ozone and UV sunlight. EPDM compounds are not recommended for gasoline, petroleum oil and grease, and hydrocarbon environments.
PTFE
PTFE or polytetrafluoroethylene is commonly known by its brand name Teflon. It is a hydrophobic material with low coefficient of friction against most materials, making it difficult for most materials to bond or stick to PTFE. It is also chemically inert to almost any process sealed with mechanical seals. Although PTFE is an exceptional material, it has some special considerations when used as a secondary seal or gasket. PTFE is a hard plastic material with almost no resiliency, requiring the secondary seal be designed with this limitation in mind. It can also be damaged easily by scratching. For this reason, PTFE is commonly used in two forms for use in mechanical seals.
Non-filled PTFE (also called virgin PTFE) is most often used where mechanical properties are not the most important requirement. This material is used in extremely aggressive service where elastomeric compounds are not suitable. It is also used in services such as batch processes where the changing chemical or process conditions make selection of a single elastomer grade impossible.
Filled PTFE (also called encapsulated PTFE) are o-rings designed with an inner elastomer core, commonly Viton or EPDM, with an outside coating of PTFE. This combines the best of both materials; the chemical resistance of PTFE with the resilient properties of elastomers. A common brand name of excapsulated PTFEs is Teflex®.
KALREZ®
Perfluoroelastomers (also called FFKM) are a terpolymer of flourinated, saturated monomers. Kalrez® is the common brand name as originally manufactured by DuPont. It represents the state-of-the-art in elastomers for high temperatures and aggressive chemical applications, resisting over 1,800 different chemicals including concentrated nitric acid, sodium hydroxide and ethylene diamine while offering the high temperature stability of PTFE.
There are literally dozens of FFKM compounds currently on the market. While there are many grades with a wide range of chemical resistances, many others were developed to address specific applications while sacrificing compatibility in other areas. Greater care should be taken in selecting FFKM compounds than any other class of elastomers. This is because these compounds are generally used in applications that seal the mot aggressive chemicals or operate at very high temperatures. In these cases, the consequences of failure can be unacceptable. The other reason is that the properties and compatibility of these materials can vary widely from one compound to another.
AFLAS®
Aflas® (also called TFE / P) is a copolymer of tetrafluoroethylene and propylene with a fluorine content of approximately 54%. This material is unique due to its resistance to petroleum products, steam, phosphate-esters and a wide spectrum of automotive fluids and additives. It is resistant to motor oils of all types, engine coolants with high level of rust inhibitors, extreme pressure gear lubricants, transmission and power steering fluids, brake fluids, mineral oil and silicone oil. TFE / P is also ideal for heat transfer media, amines, acids and bases, as well as hot water and steam up to 170°C
GRAPHITE
Flexible graphite (also called Grafoil®) is an excellent material for secondary seals. In many ways, it is ideal. It has near universal chemical compatibility. It is stable at the highest temperatures that will be seen in any centrifugal pump. It is soft and conforms to mating surfaces to provide an excellent seal.
It does, though have one major disadvantage. Flexible graphite has essentially no resiliency. Once the material is deformed, it will not spring back into its original shape. While this is useful for forming the gaskets, it does not allow the gasket to be installed like most other secondary seals. Flexible graphite gaskets must be either held in place by mechanical means or by hydraulic loading. In some cases like sleeve gaskets, the flexible graphite is mechanically clamped into place. The gasket will be deformed to provide an effective seal but the gasket will be physically held in place by the clamping components.
OTHER ELASTOMERS
Other elastomers used in the industry. While not stocked, available to be ordered upon request
HNBR
Hydrogenated Nitrile (also called HNBR) has been developed to meet higher temperatures than standard Nitrile (NBR) while retaining resistance to petroleum based oils. Obtained by hydrogenating the nitrile copolymer, HNBR fills the gap left between NBR, EPDM and FKM elastomers where high temperature conditions require high tensile strength while maintaining excellent resistance to motor oils, sour gas, amine / oil mixture, oxidized fuels and lubricating oils
SILICONE
Silicones (also called VMQ) are a group of elastomeric materials made from silicone, oxygen, hydrogen and carbon. Extreme temperature range and low temperature flexibility are characteristics of silicone compounds. As a group, silicones have poor tensile strength, tear resistance and abrasion resistance. Special compounds have been developed with exceptional heat and compression set resistance. Silicones possess excellent resistance to extreme temperatures from -50°C — 232°C.
Silicone compounds are very clean and are used in many food and medial applications because they do not impart odour or taste. Silicone compounds are not recommended for dynamic O-ring sealing applications due to relatively low tear strength and high coefficient of friction. Silicone is resistant to hot air, ozone, UV radiation, engine and transmission oils, animal and vegetable fats and oils and brake fluids. VMQ also has low resistance to mineral oils.
FLUORO-
SILICONE
Fluorosilicone (also called FVMQ) combined the good high and low temperature properties of silicone with limited fuel and oil resistance. Fluorosilicones provide a much wide operational temperature range than Fluorocarbon rubbers. Primary uses of fluorosilicone o-rings are in fuel system at temperatures up to 177°C and in applications where the dry-heat resistance of silicone o-rings are required.
NEOPRENE
Neoprene (also called CR) are homopolymers of chloroprene (chlorobutadiene) and were among the earliest synthetic rubbers used to produce seals. CR has good aging characteristics in ozone and weather environments, along with abrasion and flex cracking resistance. CR is desired in many sealing applications for refrigerants like Freon and ammonia, as well as silicone oils, water, ozone, vegetable oils, alcohols and low-pressure oxygen. CR is not effective in aromatic and oxygenated solvent environments and has a very low resistance to mineral oils.
TLDR ELASTOMER SELECTION
While it's important to select the right elastomer for your application, of the three main types, generally you would specify:
NITRILE
for general cold, non abrasive pumped media without the presence of strong acids or caustic bases.
It also has excellent resistance to most petroleum products up to temperatures of 80°C
VITON
for covering all of Nitrile's characteristics, but exhibits better overall chemical and high temperature resistance.
Can resist petroleum products up to a temperature of 200°C
EPDM
for characteristics similar to Viton, but often specified in the food / hygienic industry to resists certain aggressive chemicals.
Refer to chemical compatibility chart. Hot water resistance generally up to 100°C
ELASTOMER FAIL DIAGNOSIS
When elastomers fail, it is usually because of it's incompatibility with the pumped media. When this secondary seal fails, the seal will leak.
Some of these symptoms include:
Chemical attack
caused by chemical incompatibility or elevated temperatures which increase corrosiveness.
The rate of chemical reaction doubles for every 10°C rise in temperature.
Abrasion
caused by abrasive particles
Compression set
the failure for the compressed elastomer to return to its original shape
Hardening
elastomer becomes brittle and cracked, caused by temperature exceeding elastomer capabilities or chemical attack
Swelling
cross-section of elastomer is enlarged
Information courtesy of Huebner, Michael (2005). Material Selection For Mechanical Seals. Texas A&M University. Turbomachinery Laboratories.

